

What are the differences between Resin and Filament 3D Printing, and when to use resin printing?
FDM printing molten thermoplastic is extruded onto the 3D printing platform, through the layers of deposited layer by layer manner laid, laminated until a final 3D model. And it may appear in the printed surface of the kind, also called "ribbing". This requires additional polishing and grinding of the parts to make the surface finish of the parts high.
Resin printing with higher printing resolution, to achieve a smooth, fine surface treatment. It is most suitable for product display or conceptual model making, organic structure, parts with complex geometric shapes, figurines, and other unique product prototypes.
Resin printing is irradiated by a UV light source, to make liquid plastic resin, curing and then forming.
And there are a lot of different types available. If an individual's interests, Most users tend to print pieces that are for display, or light workloads and don’t have to have special properties to be useful. the UV rigidly standard resin and water washable resin are commonly used, and these two kinds of resins are also on the market selling resin.


NEW Creality Rapid 3D Printer Liquid Resin
Rapid Curing: allowing a faster curing time with 2-3 seconds per layer with most of the Creality Resin Printers.
Great Toughness and Non-Brittle: Creality Curable Resin is also designed with good toughness to provide prints a better performance on brittleness.
Good Quality and Great detail: While Creality Curable resin has fast curing and great toughness, it is also maintaining good hardness to present a high resolution on the printed parts. Small details can also be shown when using this tough resin with a good surface finish for easy painting.
Frequently asked questions:
why my prints are not sticking on the bed?
1.Please check the bed level of the resin printer. The bed level is needed to parallel to your LCD screen otherwise it is not sticking at all. Check your offset distance between your LCD screen and the build plate, whether there is too much gap between the LCD. Bed leveling guide: https://www.youtube.com/watch?v=yF7F0hPa1EY
2.Whether you have cleaned out your resin vats and there are bits of cured resin still stuck to the bottom chances. If not a bed leveling problem. You need to check that the base layer exposure time that you apply to the first six to eight layers of every print you run. and properly set up your bottom exposure settings.
3. Resin you used. Some resin can stick very quickly like the faster (with 45-50 seconds exposure time). If you use a different kind of resin/different brand resin. We recommend that you can refer to their listing out the setting of the base layer and layer exposure times.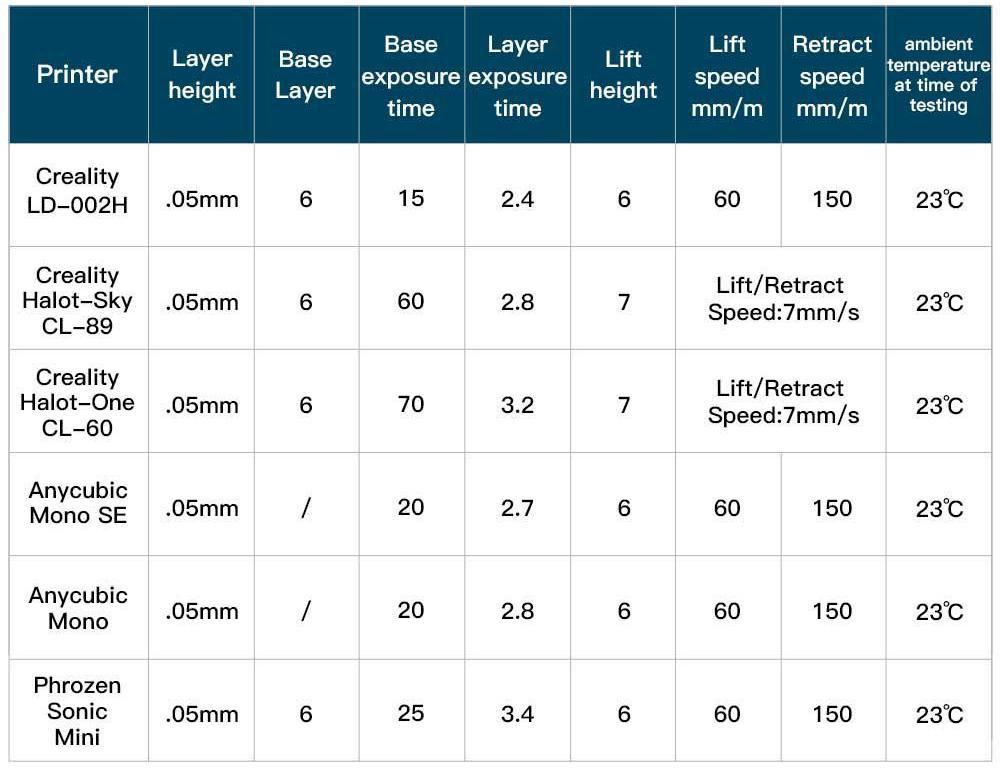
4. The FEP sheet is too loose. Please check whether your FTP tension before messing with your raised height ( during the peeling process) or whether it need to replace a new one.
Can I mix the resin for a new color?
We have not tried a mixture of resin so far. we will test and provide you with our test results and parameter details.
How many models can print with 1 bottle of resin? (500ml&1000ml)
Depending on the size of the model, some slice software will display the amount of print model consumption.
(Normal Each bottle has 500ml, no more than 5% error is normal)
Can the resin prints go directly to add color? which color as the base will be better?
Typically, Resin prints need to spray a primer treatment and get a color added, rather than directly color it on the resin model.
We think which color print is not too much. But most users will prefer to use the gray print resin, being able to see more details
Join Our Community to Get more News Update/Share





